How to bend sheet metal with your own hands? Gnuchka metal in slabs Technology of manual bending of sheet metal
It is difficult to make a sheet metal workbench with your own hands, but in the meantime, home craftsmen and fachivtsy, who make bent parts from sheet steel in their work, are engaged in the preparation of such equipment for household needs. This is often a similar device that can achieve high reliability and ease of use, helping to protect yourselves.
One of the most affordable sheet benders is the manufactured LMR-26, the price is about 38 thousand rubles. We produce it cheaper and optimize it for your needs
Particularly prepared and cured sheet metal worksheet is relevant for those who need to perform technological operations on sheet material not every day and in great circumstances, but periodically.
Types of sheet benders and their design
First, start working on a self-propelled manual listozgin, then clearly identify the transfer of the order, which is necessary for the development of any wines. This is the main purpose of such a device and lies behind any scheme that will be in Vikonan.
The simplest device is one in which sheet metal is bent using a special traverse. With the help of such a device, you can easily bend a sheet of metal at 90 degrees using hand strength without additional pressure, since the width of the sheet does not exceed 0.5 meters. The base of the sheet is secured behind the help of clamps or in breams, and its bend is tied to the frame of the vise with a traverse. In some situations, to trim the cut at exactly 90 degrees, you may need to insert a spacer (for a small one - right-handed), which is an especially soft metal, which will help compensate for the springiness of the sheet.

The more foldable design is the sheet-to-gas press, whose design consists of a matrix and a punch. In such a device, sheet metal is spread on a matrix, and the punch is lowered onto the workpiece, giving it the required profile. In home minds, the listozginal press is unlikely to be stagnant;

A variant of the vikonanny of a self-producing listozginal press that works in pairs with. If you already have a press, it is not important to supplement it with devices for bending narrow sheets of metal. It looks like this:

It is important to thoroughly complete the sheet metal workbench, bending the metal in which it is necessary to flow onto three new shafts. Such possession is called passing. One of its main advantages is that its adjustable rollers allow you to trim a different radius of the shaft. Such a tool for bending metal can be manually or electrically driven, and its rollers can have a different structure.

- Rollers with a smooth working surface are used for cutting a large number of rolling machines, such as rolling workpieces, preparing sections of pipes with a large diameter, etc.
- Profiled rollers are necessary for bending elements of roofing structures (forgings, grooves, gutters, edgings, etc.).
- An extended sheet metal workbench can be additionally equipped with a support, a press and a traverse, which allows you to twist it for manual bending of workpieces.
Such machines are equipped with a set of cut-profile shafts, which can be purchased in addition to make them more universal.
Why start preparing the listoginal versat
To create a bench for bending sheet metal, you will need a chair of such a device or report photos. In addition, it is necessary to keep in mind such important factors as susilla, which will be necessary to report for the vikoristan of the listosginal layout, its size and dimensions (such as mobility), flexibility and availability of components. The result has the following output parameters.
- The maximum width of the sheet that needs to be bent is 1 m.
- Maximum thickness of sheet material: galvanized – 0.6 mm, aluminum – 0.7 mm, copper – 1 mm.
- The number of operating cycles that can be performed without retraining or repair is 1200.
- The maximum cut of the metal profile, which can be trimmed without manual adjustment, is 120 degrees.
- There is no need to substitute blanks made from special steels (for example, from stainless steel).
- The design of the leaf has a trace of unique welded joints, which makes it difficult to withstand significant influences.
- Next, limit as much as possible the number of parts of the sheet metal workbench that you will need to cut on the side, allowing for the help of lathes or millers.
It’s very difficult to find a seating arrangement that would satisfy all these needs, or you can further investigate the most from them.
The most popular design is the listosgin and its expansion
The design of the manual sheet-together workbench, shown on chair No. 1, can be easily refined. Looking at the chairs, you can see that the device for bending sheet metal consists of the following elements:

Armchair No. 1: For the daily life of our listoginal layout, we will create this diagram
- pillow made of wood;
- support beam with channel 100-120 mm;
- cheek, for the preparation of this vikory, a sheet of 6-8 mm thick sheet is used;
- a sheet of material that can be processed;
- a pressed beam, prepared from 60-80 mm heaps, which can be joined for additional welding;
- everything for wrapping the traverse (prepared from a metal shot with a diameter of 10 mm);
- the traverse itself is a chain with dimensions of 80–100 mm;
- The handle is attached, which is made from a rod with a diameter of 10 mm.
At the traverse of the sheet bender (point 7), which from the first chairs is transferred to work from the corner, the option of lining the channel is indicated. Such a modernization will greatly increase the vibrancy of the traverse, as if the coil is twisted at the right moment, it will inevitably bend in the middle and stop creating a yellow leaf here. Replacing with a channel allows you to work not 200 times without straightening or replacing this element (which is not enough with more active work), but over 1300.
The design of such a listoginal workbench, constructed at home, can be further refined to make it more effective and universal.

Armchair No. 2: Basic elements of listozgin
Armchair No. 2 allows for more detailed development in the design of a self-contained leaf:
- self-propelled clamp, made from a similar coil (40-60 mm) and a screw with a heel and a hammer;
- cheek;
- channel, which acts as a support beam for the workbench;
- bracket for the pressure beam, made from a cut of 110 mm;
- The beam itself is pressed against the listozgin;
- the entire wrapper of the traverse;
- the traverse itself.
I’ll forcefully press the beam
Below we will take a look at the reinforcement diagram of the pressure plate. However, if you will have a massive bundle in the press, and you don’t plan to bend extremely thick sheets on your sheet bending machine, then you can completely do without strengthening the pressure bar in the described way.

In order to maintain the service life of the pressure beam and make it equal to the service life of the traverse, add this structural element, which is the core of the heap, with a base made of metal smudge with dimensions of 16x 80 mm. The front edge of this base needs to be pressed at 45 degrees in order to align its surface with the surface of the pressing edge itself, and the middle working edge of this element should be chamfered by about 2 millimeters.
On the armchair No. 2, a detail was removed from the cut and placed on the additional little one for a right-handed animal. You should go ahead and allow the metal to work properly (which is extremely undesirable), but in a squeeze, thereby greatly increasing the term of service without repair.
Additional 60th cut, welded to the rear side of the main pressure cut, streamlined from the top. On the armchair No. 2, a more detailed view of the additional baby in the mountains of Zliv is shown.
The same is true for milling the lower surface of the pressing beam, which forms the bend. The unevenness of this area, in accordance with the rules adopted, is not to blame for the excess of half of the production that is being wasted. Otherwise, bend the workpiece evenly, without a bend line; if it is swollen, it will not come out. It is important that you submit the beam for milling only if it already has all the welded seams, so that the remaining welded seams should be done before changing the geometric parameters of the structure.
Increased reliability of the workbench fastening
The listosginal layout has one more great shortcoming - the scheme of its attachment to the work table. Clamps, as used in this device, are a very unreliable fastening option, especially to ensure the wear and tear of welded seams. Such fastening elements can be used at any time, which will also eliminate the need to remove welded joints and cheeks. The regulations allow the following actions:
- preparation of a support beam that stands between the work table;
- perforation of U-like lugs at the ends of the support beam;
- fastening the support beam to the work table using additional bolts (M10) and shaped nuts with claws.
Since the cheeks of the thoroughly detailed listoginal bench are no longer there, how can we attach the traverse again? In fact, this kind of food can be achieved simply by installing hinges for your doors, as they are designed for hanging important metal doors. You can fasten such hinges to ensure high accuracy using countersunk head screws. On chair No. 2, right-handed is shown below.
It is possible to bend on a sheet-bearing workbench with a traverse attached to the whisk loops without any workpieces, since the loops are cut with very high reliability.
Construction at the collection
After installing the advanced devices for removing the metal profile, it looks like the next step:

- the support beam has been strengthened;
- flywheel - threaded element;
- a beam that will ensure pressure on the workpiece;
- a clamp for fastening to the work table;
- the traverse, with its help, is stronger, and you can bend the workpiece that is being formed.
On the seats there are pressure-mounted flywheels, something that few people find practical. The most common choice is the original gvinti from boiled meats. After welding the pieces, it is necessary to carefully remove the cuttings on them, so that the welding can have a negative impact on it.
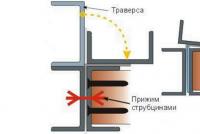
Armchair of another option for the sheet bender
The details of the armchair are very similar in design to the listozgin, but are separated from the traverse fastenings. The diagrams indicate dimensions that, of course, can be changed during the final operation of the workbench.

Support beam Chair support beam End of the traverse Chair traverse
The beam is pressed The beam is pressed
What is a zig machine and how to earn it
A zig machine (or a zigging device) allows you to bend the sides of the stiffener on sheet metal, which are called zigs. Such machines fall into the category of special equipment and can be equipped with an electric or manual drive. Manual zigging machines, which are also secured to an additional clamp, can be of compact size and can be carried in an emergency bag for working tools.

Such installations make it possible to perform precise beading in one pass not only on round containers (the same shells of metal containers), but also on straight metal sheets. These devices are simply irreplaceable when preparing the surrounding parts of roofing structures.

The working elements of the sigmachine are roller rollers, and their vicor makes it possible to significantly protect the additional elements of the roofing structure, which are formed in the factory. If you look at the video in which such a device is shown to the robot, it becomes clear that you can quickly follow it to the point of directly installing the roofing structure.
To choose the right device for the production of bent elements from sheet metal, you can follow the following recommendations.
- For the home master who needs periodically a listoginal preparation, the simplest device, prepared from improvised materials, will do.
- Whenever you are involved in the design of roofing installation, you need a manual bench for bending sheet metal and a simple zig machine.
- For workers who are constantly engaged in the production of elements for roofing structures and sheet metal robots, a necessary factory device for bending sheet metal.
- A manual mill is beneficial to those who professionally engage in the preparation of elements for roofing structures. The optimal thing for such facists is professional skills, which translates into greater reliability and durability.

Sheet bender of the Russian production plant SKS-2v1, price 64 thousand rubles
If you still plan to actively work on a self-propelled sheet bending machine for work to a greater extent, then be prepared for the fact that at the earliest moment your production may fail due to breakdown. So, like steel, which is used by home craftsmen for the production of leafy tissues with their own hands, it is used for everything, it does not show high vantage, it is easy to get tired and just water.
And the axle for the everyday, not particularly popular, homemade sheet bender will become a wonderful tool and allow you to save a few pennies. It is necessary to embrace this moment and not rely on a simple self-made verstat of the wonders of vibrancy and productivity.
Before preparing a leaf-toothed layout with your own hands, you can not only read the numbers of similar devices posted on the Internet, but also watch the video. Perhaps, if the size of the described listozgin is too small, then you can look at the version of the self-made listozgin in a larger format. Of course, this is no longer a mobile workbench, but is suitable for a private workshop:
Advantages of self-producing listozgin
The preparation of a listozginal versat with your own hands or the addition of a manual pass-through lystogin is often used by those who want to decently protect the purchase of corrugated sheets of serial production. Cumbersome theoretical arithmetic shows: if you independently bend corrugated sheets behind such a device, the quality of the remaining material will be 40% lower than the quality of factory-made components. But it's not that simple.

If you buy a factory-made walk-through bench for manual type corrugated sheets with a view to low-pressure production, it will cost approximately 60 thousand rubles. In fact, such a manual sheet metal lathe does not guarantee the stable strength of the corrugated sheet attached to it. The problem is that rolling in one pass with great speed will lead to the appearance of overtightened ends, which can lead to cracks. And to push through one leaf in a heavy-handed manner, step by step, changing the step of pressing, is also time-consuming, laborious and, as a result, unprofitable. Then simple parts from sheet steel are prepared entirely by hand with his help.
For a full-scale rolling line of a Chinese manufacturing plant for corrugated sheets, you will pay about 20 thousand dollars. Obviously, she manages to consume a lot of electricity (12 kW) and for her installation it is necessary to accommodate a large area, which clearly does not fit into the plan and budget of most home masters.

The most important thing is that the trace should be treated when adding a leaf-toothed surface - this is the power of its rapidity. It’s difficult to get hold of this master, who puts such a device in private order. In this case, it is more important to use the self-forming listozgin, which is used for the preparation of bent sheet leaves of any type. With the help of such equipment, it is possible to bend both sheets of standard sizes and non-standard products, which are also required when carrying out roofing work, as well as a variety of others.
Yak vlashtovany listozginalny verstat
First of all, we need to talk about how to make a sheet bending machine, so we can understand the design features of such equipment. First of all, such devices are classified by the type of their drive. Thus, there are devices with mechanical, electrical, hydraulic and manual drives.
On mechanically driven sheet machines, a flywheel with a friction clutch and a crank or a system of blocks, rods and cables may become damaged and fall. Such devices, which are subjected to a shock pulse to the working stroke, which then progressively weakens, are far from ideally achieving the result through the mechanics of their work and become increasingly stagnant.

The efficiency of the equipment for bending sheet metal, on which an electric drive is installed, significantly decreases with increasing emphasis on the appearance of a change in the size of the workpiece or an increase in its value. If you try to bend a workpiece made of hard metal (for example, stainless steel) on such a sheet metal workbench, you may get stuck, causing the rotor of the electric motor to lick, reducing the torque to turn, and increasing the speed living electricity.
Precisely softening the forces that develop under the support of the marked workpiece allows you to use a hydraulic drive, but it is not cheap. The original hydraulic jack, which can also be used as a drive for bending sheet metal, will not ensure an even distribution of force throughout the entire life.
To summarize everything that has been said above, it turns out that hand-made listozgin is the best option for homemade masters. You can prepare it from a variety of constructive designs.(votes: 5 , Average rating: 5,00 iz 5)
In the process of building a house or cottage, there is often a need for equipped drains, sewers, and metal frames.
When preparing such viruses, it is necessary to press the flat piece into the required spacious shape. For the sake of the knowledge of the masters, how to bend a sheet of metal in the home, allow the construction of a fire-resistant frame that will last for a long time.
The finished metal is forged without welding seams, which allows corrosion to disappear and the vibration of mobility to be eliminated. The deformation does not require significant force and bending, as a rule, in a cold mill.
Blades are used on hard materials, on duralumin and carbon steels. The technology for fabricating sheet metal is divided into specifications according to the following options:
- radiusna,
- richokutna,
- Odnokutova,
- p-similar.
Okremiy vipadok – zginannya s roztyaguvannyam. This technology is being developed for the production of parts with large bending radii and small diameters. When making parts with your own hands, the process involves operations such as cutting or punching.
Soft types of metals and alloys, such as brass, copper, aluminum, are well suited for processing in households. The preparation of beads using the bending method is done on rolling or roller benches or manually.
The remaining procedure is difficult. Use a pair of pliers and a gum hammer to shake the little one. If you have a small sheet of paper, use a mallet.
Yak Vikonati died under the direct kut
To cut a staple from a metal sheet, you need a set of tools and devices that consist of:
- flattering,
- hammer,
- electrical,
- bar,
- straighten it out.
The final rinse is prepared according to the scheme, with this difference that a reserve of 0.5 mm plus another millimeter should fall on the skin on both sides. The workpiece is placed near the bream with braids. Squeeze the line and hammer it with a hammer.

After this, the staple is melted at the breams, pressed with a frame and a block, and the other side is shaped. The workpiece is knitted, the necessary doubling of the sides, and the final folds at the bottom.
They check the correctness of the cut with a tweezer, correcting inaccuracies with a hammer. When completing both operations, the workpiece is pressed with a block and frame. The finished staple is cut to the required size.
Yak vigoviti listozginalny verstat himself
To give the metal the required configuration, the plates are pressed into a sheet bending machine. How to become a master, who doesn’t have any special equipment at hand?
In fact, the process of bending sheet metal at home is simple. It is enough to use power and elementary devices to prepare a simple workbench.

To prepare the preparation for the metal profile, you will need:
- I-beam 80 mm,
- fastening (bolts),
- loops,
- roll 80 mm,
- clamps,
- a pair of handles.
You will also need a stable table on which to secure the finished workbench.
The base of the structure is placed on an I-beam, and at each end, bolt the bundle that will be prepared during the cutting process. Three door hinges are fastened under the new gate. Weld another part right down to the middle.
So that the workbench can easily turn while the sheet metal is bent, polish the handles on both sides. Use clamps to secure the finished workbench to the table. Before placing the workpiece, twist or lift the roll. The sheet is pressed, curled along the edge and folded, turning the handle by the handle. A self-propelling device is only suitable for processing small workpieces.
Grinding a metal sheet using a hammer
In order to cut a bent sheet up to 1.2 mm thick under a straight cut, use the simplest tools - pliers (clamps) and a gum hammer.
The sample is prepared on a flat wooden block. The line is crossed behind the help of the line and the line. Then squeeze the sheet with pliers so that their ends fall on the marking line.
The edge is gradually pushed up the mountain, sticking through the corner. After approaching 90 degrees, the sheet is placed on a block and, using a hammer, the rest is adjusted.

Thick parts, for example, edges made of steel, are prepared in this manner.
Porada: Use gum or a wooden hammer to prevent dents in the metal. If you bend it with the right tool, you will need to take a textolite plate as a gasket.
Cut sheets up to 2 mm by hand on a work table. Rotate the metal so that the marking line falls on the edge. Place a steel roll under the wet material.
The leaf is squeezed into the bream behind two wooden blocks. Carry out the process with the help of a hammer, tapping the metal from end to end. The edge of the sheet should then be directed downward so that the result is a tight fit on the edge of the table. In this way, containers of any width are prepared, including boxes and grills.
Preparation of pipes without stagnation of the bench
Home craftsmen have found a number of ways to bend metal sheets into a pipe without hardening the bench.

It is advisable to consider the simplest option with a vikoristan blank, which is similar in size. They are prepared from an old pipe of the same diameter.
The metal basket is laid out on the base and cut to form a new piece of the required dowry. To determine the required size, multiply the required pipe diameter by 314 and add 30 mm to the seam.
One pair of tubes is welded perpendicularly to the blank on both sides. Their doors must be freely inserted.

To speed up the process, three people will be needed. Place the blank on the edge of the sheet. One person stands up to the beast, two others screw the metal onto the blank, turning the beam 90 degrees.

A bunch of steel beads with small overall cross-sectional dimensions are bent, as a rule, on a cold mill. The process involves an irrevocable change in the late or transverse axis of the workpiece, which is deformed.
Types of loss are divided into the following parameters:
Technology developed by profiling tools
All analyzed processes are carried out using specialized tools – stamps. Working parts of any kind stamped punch and matrix. Punch- The part crumbles to the stamp - it is secured. As a rule, at the upper half, and when the side is moved, it collapses backwards and forwards. Matrix- The unbreakable part of the stamp is expanded in the lower half, which is fixed on the holding table.
The accuracy of stamping with a profiled tool lies in:

When designing the operating profile of blank punches and dies, the main factor is the non-technological efficiency (with all options, the waste is small), and the so-called spring after the metal of the workpiece, which is called springy.
As a result, the spring metal will first return to its original form, and the intensity of this tension will lie between plasticity. The soft metal(Aluminium, copper, steel with high carbon content up to 0.1% and in.) spring by 3...8%, and brass, middle and high-carbon steel - by 12...15%.
The shape of the spring is available in a number of options:
- The prepared punches have a matrix with a working profile, which is spring-loaded(for example, if it is necessary to bend a workpiece to a cut of 60 0 with a rolled spring metal of 10 0, then the tool profile should be drawn under a cut of 70 0). Spring coefficients are calculated in tables depending on the grade of material and manufacture.
- Preparation of punches from internal, where the metal goes and becomes deformed. In this case, the spring forces are neutralized by the forces of plastic deformation of the workpiece.
- Introduction of additional calibration transition, if the stamping is required. The method is unproductive, and as a result, it becomes more labor-intensive.
- Reduced fluidity, deformation and excess metal under pressure for about an hour until the force of inertia appears in the section that is deformed. This is possible only on hydraulic presses or presses with a special crank-and-pinion drive.
 Wearing a used instrument is uneven: wear more intensely punches and matrices in localities, changing the exit profile, at that hour, as the stability of the peripheral plots is rich in substance. This tool is suitable for renewal and repair (usually worn parts are welded and then ground to size).
Wearing a used instrument is uneven: wear more intensely punches and matrices in localities, changing the exit profile, at that hour, as the stability of the peripheral plots is rich in substance. This tool is suitable for renewal and repair (usually worn parts are welded and then ground to size).
For the destruction of plastic materials vikorist punches and matrices, which are prepared from carbon tool steels of type U10 or U12 according to GOST 1435. Blanks made from materials with shifted values of the hourly support are deformed using punches and dies with alloyed tool steels type 9ХС or Х12М according to GOST 5950.
The main types of equipment for stamping include:
- Sheet-rolling vertical presses with a mechanical drive (for woven-made machines there are numbers І13_ _ and the remaining two digits are indicated on the nominal number).
- Listozginalnye press of horizontal vikonanny (series I12_).
- Universal multifunctional sheeting machines (A72_ series).
The technology developed by the profiling tool has its own advantages:
- When stamping on presses, first there is a stage turnaround, if deformation does not occur, then productivity decreases;
- On one sets of stamps Can you prepare the part? strictly singing type. A frequent way out of this situation is to install on the press table several sets of different punches and a matrix for parts, which, however, allows for the same values of the working stroke of the press;
- Stamps are a technically foldable tool, the conscientiousness of which should remain high. This negatively affects the price of end products;
- When varietal profiles are bent, there may be cracks in the transverse cross-section of the workpiece.
Coming from this, the use of non-profiled tools is essential for the production of parts.
This is the method of deleting foundations on wikiristan. rotary tool. In this case, the deformation is inherited passing the workpiece into the gap between the rollers so that it is continuously wrapped.. The rollers are rotated in such a way that, as a result of this passage, the vibration acquires the necessary curvature.
Yakisna zginannya long products – channel, I-beam, corner– It is also possible in this method, but the fragments will in no way affect the results of the transverse cutting parameters of the workpiece.
 When processing thin-sheet metal products, the product is cut by a stake, and long products are processed by a stake, which is inserted by changing the stand between the work rolls.
When processing thin-sheet metal products, the product is cut by a stake, and long products are processed by a stake, which is inserted by changing the stand between the work rolls.
The greatest expansion occurred in the triroll sheets of the sorting machine.. Two rolls – the lower ones – are support rolls, the third one – the upper one – has a pressure roller. The classification of roller milling machines can be carried out according to the following signs:
- According to the rotation of the rolls according to the vertical axis of the device - symmetrical and asymmetrical. With symmetrically rotated rollers, the pressure roller is located strictly in the middle, and with an asymmetrical design, the pressure roller is rotated above one of the support rolls.
- Beyond the width of the rolls This means the technological capabilities of the machine: the longer the roller, the wider the sheet can be bent on this machine.
- For the presence of additional rolls, installed either before or after the main ones. Such possession results not only in the death, but also in the correction of viruses.
- During the daily retreading of work rolls, which can be in a horizontal or vertical plane. It remains less difficult, however, completely, as a result of the change in the size of the overall equipment in the plan.
During rotational bending, the fragments are produced not at the point of contact, but at the nozzle, then the pressure on the rollers is small, which, first of all, increases their durability, and, in other words, allows for the ability to be used for preparation Less expensive instrumental steels.
The roller tool, in addition to the stamping tool, is universal, so rotation is effective for any program for the production of end products.
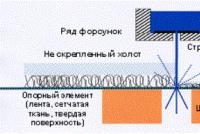
Sequence of leaves of sorting machines. Gnuchka shells.
Gnuchka on the leaf-bearing side with symmetrical rotation of the work rolls includes upcoming stages:
- Sheet refill in the space between the rollers, whereby the front edge of the workpiece must lie on the other support roller;
- Lowering the upper roll to a position that guarantees the required curvature of the profile that bends;
- Increase in drive, as a result of which the sheet, by rubbing forces, is forced into rollers to pass through the working area, swelling into the required shape;
- Refilling the workpiece, Three repeated cycles of deformation.
Virb, who passed through the work area, will not be deformed at the edge of the front or back edge of the sheet by an amount equal to half the distance between the support rollers. The drawing is done by hand, which is not easy to do by hand. Therefore, if necessary, change the profile throughout the entire workpiece. rotary machines with asymmetrical layout. The back end is guaranteed to fit, and for the front end it is enough to insert a leaf from the turn side. This is the way to get out of sheet metal obіchaika(Closed cylindrical or final structural element).
To ensure the possibility of bending the sheets of garments, they are transferred to the machines adjusting the riser between the lower rollers. To do this, move the bearings that wrap the axes of these rollers. It is also possible to replace the roll with a tool with a larger diameter, which will be required for rotary bending of larger workpieces.
Sorting machines operate in a similar manner. Stinks also vikonutsya trivalkovogo vikonannya, that are formed from the advancing knots:
- Stanini.
- Rollers, the work profile of which is indicative of overcutting long products
- Bichnyh rollers To ensure the straightness of the workpiece
- The crossbar, which encloses the transverse movement of the workpiece (for symmetrical profiles, for example, channels, the crossbar is moved to the non-working position.
- Refill mechanism profile into the working space between the rollers.
- Electric motor.
- Intermediate transmission gears.
- Drive booster systems.
Adjustment of the sorting machine to the required bending radius is carried out using the handwheel of the screw mechanism. Small standard sizes of long products are bent on machines with horizontal rotating work rolls. Sorting machines with a vertical layout are more universally appreciated.
Marking of rotary processing machines for ham production:
- I22_ _ - listozginal trivalkov;
- I42_ _ - leafy tissues;
- I32_ _ - sortozginal trivalkov;
- I33 - sortozginalnye rich rolls.
Thin-sheet metal products are rarely damaged in their original appearance. For further drying, a separate treatment of the output solution is required. The company "Rushar" provides services for the removal and destruction of metals in the immediate possession with the benefits of a replacement agent. This technological operation allows the molding of flat rolled products into the required shape and size. Replacing welded sheet metal is less expensive and will require less than an hour.
Obladnannya, scho stasovuєtsya
To remove the metal, hydraulic presses are used. Their parameters, dimensions, and accuracy standards comply with GOST 10560-88. This equipment will ensure adjustment of pressure when bending sheet metal. The press is equipped with special mechanization and extraction of ready-made seeds.
On the device designated for high-transition transmission, a software control device is installed. The type of rental is determined by the characteristics of the specific rental agreement.
All presses are equipped with devices for displaying the finished product for storage when the production of metal is completed. The design of the equipment allows it to be produced in an automatic thin-sheet processing line.
In the process of bending sheet metal, the bending process takes a given shape. In this case, the outer balls are stretched, the inner ones are compressed, and the middle ones retain the output structure. Mechanical and automatic metal processing is carried out in a suitable installation. The essence of this technological process lies in the twisted thin-sheet smok for cutting purposes. Minimal radii will be insured under OST 100286-78.
Today's sights of sheet metal
- Povitryana (Air bending) . Such a sheet is formed by lowering the punch into the matrix at a given depth. Their dimensions are the same as those of the finished part. The radius of the lost metal lies under the influence of the material and the opening of the matrix. The method is universal, allowing you to remove pieces of different sizes.
- Gnuchka metalby matrix (Bottoming) . This technology is very precise and cutting edge. Vaughn is used for thin-sheet rolled products up to 5 mm. However, the bending of the matrix sheet does not allow the output workpiece to be bent to more than 90 degrees.
- Framing with vikorstans of the rotary beam (Folding) . Vicor is used for bending thin sheet metal (up to 1 mm for structural steel). The method allows you to bend the workpiece in both directions, both up and down.
- Obrobka for the forges (Wiping) . Similar to the front method. With such sheet bending, a strong tool for leather work is required.
Price list with prices for sheet metal
| comradeship, mm. | up to 100 mm. | up to 1250 mm. | up to 3000 mm. | up to 8000 mm. |
| 0,5 - 0,8 | RUB 5.00 | 12.00 rub. | 25.00 rub. | RUB 70.00 |
| 1,0 - 1,2 | 6.00 rub. | 14.00 rub. | 25.00 rub. | - |
| 1,5 | 6.50 rub. | 15.00 rub. | RUB 26.00 | - |
| 2,0 - 2,5 | 7.00 rub. | 16.00 rub. | RUB 26.00 | - |
| 3,0 | 7.50 rub. | 17.00 rub. | RUB 33.00 | - |
| 4,0 | 9.00 rub. | RUB 23.00 | - | - |
| 5,0 | 10.00 rub. | 25.00 rub. | - | - |
| 6,0 | 12.00 rub. | RUR 28.00 | - | - |
| 8,0 | 14.00 rub. | - | - | - |
| 10,0 | 15.00 rub. | - | - | - |
Advantages of our services
The Rushar company provides services for bending sheet metal with a thickness of 0.5–6.0 mm. Our main achievements include:
- reasonable varity. The presence of moisture pollution allows us to maintain affordable prices for fabricated sheet metal;
- high-brightness operation. For the production of sheet metal, a vikorist is required to obtain the necessary equipment. Hydraulic presses will ensure the required accuracy of dimensions of the finished part;
- comprehensive approach. The range of services for bending sheet metal includes hydro-abrasive cutting, cold stamping and other types of processing.
Such a technological operation, like bending sheet metal, allows you to form the required configuration with minimal physical effort.
An alternative to metal rolling is the welding process, which usually takes more than an hour and is even more expensive financially.
Sheet metal can be cut manually or automatically, however, in either case the technology of the process remains unchanged.
In this case, when there is a collapse of the rental, which has a large radius, as a rule, the neutral ball is rotated in the middle part of the action.
In its own way, since the minimum radius is taken, the fortune-telling ball is already displaced directly in the area of compressed material.
At industrial manufacturing plants, the technology for bending sheet metal is based on special equipment, in which the forward expansion is carried out and complies with the current GOST.
The technology for making rentals with your own hands has its own peculiarities, despite the fact that it also requires the necessary design and is taken to respect GOST.
This type of vikorist has a special device, and in order to change the configuration of the metal sheet, it is necessary to report the singing voices and take the necessary steps to respect the breakdown.
To change the shape of rolled metal, you can use several different methods.
Even often, in this case, welding is carried out, such thermal effect on the metal not only greatly affects its structure, but also significantly reduces the indicators of its value, and, consequently, changes the term of service.
In this case, you can change the shape of the sheet metal using a single syllable shell, in which case structural changes are not required.
The peculiarities of rolled metal products lie in the fact that during the welding operation, the outer balls of the material are stretched and the inner ones are similarly compressed.
The technology for the production of any sheet metal lies in the fact that part of the rolled product is converted to the final cut.
Restoration allows you to trim the size of a given cut.
Of course, for the most part, it turns out that the metal itself quickly succumbs to deformation within the permissible range required by GOST to comply with such parameters as the strength of the material, the size of the cut, as well as the strength and quality bones of the operation.
This technological operation is carried out on a special installation, which makes it possible to remove vibration from the result without any defects.
In the minds, if the robot is made with your own hands, a special device is used to remove the metal.
And in this case, it is necessary to properly repair those that are bent and damaged, then microcracks are created on the surface of the material, which will soon cause the metal to weaken completely. in the place of vigin, which can lead to serious consequences.
Nowadays it is possible to carry out a wide range of rolling equipment, in which case the voltage that is created must be overestimated such a parameter as between the elasticity.
In any event, the deformation of sheet metal is due to its plastic nature.
It is important to note that this seamless construction ensures high durability and excellent resistance to corrosion.
See that tipi zginannya
Any lost metal can be crushed either with your own hands or with the help of special professional equipment intended for these purposes.
Please note that when completing this technological operation with bare hands, you will have to spend a lot of physical time.
For which type of cut, a special device is used with the help of pliers and a hammer.
It is important to note that a thin metal sheet that has been bent with a thin metal sheet, as well as aluminum, is used with a viscous mallet.
At industrial enterprises, this process can be fully automated and used for bending manual or hydraulic rollers, as well as special roller units.
For example, in order to give the machine a cylindrical shape, the metal needs to work with the help of rollers. In this manner, pipes, dimaris, grooves and much more are removed.
Most often, in industrial enterprises, waste metal is produced on special sheet metal presses.
Depending on the functional capabilities, such devices can have different devices and, obviously, sizes.
It should be noted that the current installation allows for high-tech operations with metal.
Thus, new industrial typesetting machines make it possible to produce simultaneously folded sheets along several lines in one working cycle, which makes it possible to produce parts of any complexity.
As a rule, such equipment is easy to operate.
It can be easily retrained to work with other materials.
This operation requires special attention when it is necessary to remove the value of sheet aluminum.
This is due, first of all, to the fact that sheet aluminum has different values of strength and elasticity than other types of metals.
Independent death
Leather metal has its own DERZHSTANDARD, which must be bonded when the cutting is carried out, which ensures the minimum radius of the sheet.
The size for which the parameters are assigned is always individual. The characteristics of bent metal sheets depend not only on the minimum radius of the bend, but also on the coefficient of elasticity, as well as on the strength characteristics.

The bend of the metal sheet allows you to cut a profile with different configurations, prefabricated partitions, bevels, as well as a lot of other components.
Before moving on to the metal, it is necessary to create a similar layout in accordance with GOST and determine the minimum radius of the line of the line.
It is also obligatory to determine the amount of dark brown that is disappearing, in which case it is necessary to create a minimum allowance right down the middle of the skin line.
The sheet metal itself is made from aluminum, stainless steel and, if necessary, straightened and cut accordingly to the frame. Carving with your own hands is usually done with knives using advanced technology. If you don’t report to Zusil, then nothing will come of it.
The metal workpiece is carefully squeezed into flanges of the same size behind the mounted line of the screw, after which the first bending is carried out using a large hammer.
After this, the bracket legs are marked and in the blades, with the help of a hammer, the offending legs are pushed in a given direction.
Upon completion of the finishing process, it is necessary to reconfigure the braid so that the workpiece meets all the specified parameters.
If there are any differences with the front openings, they should be corrected in the same order.
A report on how to bend metal sheets with your own hands using a flatten and a hammer is shown in the video posted below.
Procedure for carving metal
As a rule, before preparing metal blanks, they are given the shape given to the chairs, which makes it possible to simplify the work and take a more precise radius of the bend.
Cutting a metal sheet is a related technical operation, which is carried out according to its technology.
In most types of cutting, metal workpieces are cut using a sheet cutter called a guillotine.
Such workbenches are usually installed at enterprises and allow the necessary work to be carried out quickly, depending on the radius and thickness of the material.
At home, metal cutting requires the help of special metal cutters.
Varto points out that hand knives are used to cut metal with minimal labor.
To sharpen the metal, use a steel cutter or a finishing knife.
If necessary, metal cutting at home can be cut using a hacksaw.
In this case, you will have to spend a lot of physical effort and keep track of your eyes.
If cut metal is cut with a knife, then during cutting the robot must control the tension of the blade, so as to ensure the consistency of the cut.
How to cut a sheet of metal with your own hands is explained in the video posted below.