Principalele tăieturi de ascuțire a sculei de tăiere. Principalele suprafețe de tăiere de strunjire și parametri geometrici yogo. Golovnі și kuti rіztsya suplimentare
Prelucrarea de strunjire a detaliilor transferând zastosuvannya diferitelor tipuri de tăieturi: treceri, strunjire, tăiere, modelare. Duhoarea este de a efectua lucrul negru și curat pe suprafața detaliilor, vibrația interioară, desenul modelului. poate fi un semn bogat. Duhoarea este modelată structural de părțile principale care avansează: un suport, un cap de lucru (pentru unele specii, poate fi schimbat).
Sub ascuțirea corectă, este necesar să înțelegeți forma geometrică naturală a capului capului - pentru a asigura valorile necesare ale parametrilor tăiați.
Orientarea corectă a muchiei de tăiere este marcată de trei plăci. Mayut, stabilit prin standarde, nume: față, spate și dodatkova (suplimentar).
Uzdovzh pershoї vіdbuvaєtsya ruh așchii, scho a ascuns. Se numește suprafața capului din spate. Prietene, suprafața din spate a tăieturii este îndreptată. Її se numește suprafață suplimentară din spate. Suprafețele offset se numesc muchii. Duhoarea este întoarsă cu fața în jos până la detaliul care este prelucrat. Sub ora de ascuțire, se acordă respect caracteristicilor ascuțirii ambelor margini. Operare incorectă pentru a reduce calitatea lucrării. Conduce la defecțiune mecanică.
Un interes deosebit este punctul de la intersecția planurilor, așa cum este numit vârf. Pe ea cade cea mai vanitate.
Kuti, care determină caracteristicile prețului, sunt împărțite în următoarele categorii:
- principal (cel puțin două);
- suplimentar (o astfel de cantitate);
- kuti în plan sau în proiecție (se văd trei kuti).
Numărul de indicații reînviate să scadă datorită următoarelor caracteristici:
- forme ale semifabricatelor selectate;
- recunoașterea și proiectarea rіztsіv;
- capacitate predeterminată de prelucrare;
- materialul capului rіzhuchoї (yakshcho a câștigat znіmna);
- caracteristicile fizice și mecanice ale vibrațiilor metalice;
- indemnizația admisibilă;
- înfășurarea fusului.
Din punct de vedere structural, rіztsі pot chotiri vidi:
- drepte (au un suport și un cap roztashovuєtsya în două opțiuni, vzdovzh o axă sau două axe paralele);
- îndoire (poate îndoi suportul);
- vіdіgnutі (vіdkhilenі ubіk vіd blіkіd progressive rush harvestіvlі);
- răsucite (lățimea capului este mai mică ca dimensiuni, suport inferior). Valoarea mare a formei varfului este importanta operatiei necesare. Ele sunt împărțite în următoarele categorii:
- tăietură grosieră (numită peeling);
- napivchistova;
- curat;
- precizie (precizie mare).
În fruntea kutіv, se acordă respect ofertei de bik. Procesul poate fi stângaci sau dreptaci.
Zona principală se numește plată, orientată către tăietura vzdovzh ruhu. Roztashovuetsya perpendicular pe față - numit plată a tăieturii.
A treia este o zonă suplimentară. Її a alunecat vyznaє kuti rіztsya. Pentru otrimannya lui yakіsny virobu, respectul este adus cut-ului rіzannya care zagostrennya.
Golovnі kuti
Unul a luat numele - capul frontal kut. Celălalt se numește capul din spate.
Pielea este adăugată la rezultatul procesării:
- Primul arată imperceptibil calitatea suprafeței, care se vede (ras obținut). Dacă venele cresc - există o deformare crescută la bila superioară. O valoare mică face ca instrumentul să vadă mai ușor metalul străin. Nu solicitați o strângere ridicată a mingii. Face procesul de împrumut și depunere a metalului mult mai ușor.
- Creșterea valorii numerice a celuilalt slăbește superficialitatea fixării sculei pe freză. Sprite creșterea frecvenței și amplitudinea zgomotului. Schimbarea prezentărilor pentru a crește securitatea uzurii tăieturii. Modificarea valorii crește aria de contact a marginii roșiatice cu suprafața tratată. Provoacă o creștere a creșterii temperaturii.
Kuti suplimentar
Roztashovani pe suprafața suplimentară. În primul rând, її kutovy raznitseyu іz direct, orientirovanim prodovzhennyam ryzhuchoї margine.
Un alt parametru este formarea unei linii drepte, care trece prin partea superioară și prin suprafața tăierii marginilor.
Kuti în plan
Pentru ei, puteți numi reducerile planului:
- tăierea capului;
- adiţional;
- kut, scho roztashovaniya bіla vârfuri.
Primul se stabilește între aplatizarea marginii proiecției cu planul capului sculei.
Celălalt este afișat între proiecția muchiei de tăiere și plat, îndreptat cu mâna piesei de prelucrat.
Cea de-a treia este situată între prima zonă refacetă și zona principală.
Valorile numerice ale parametrului, numărul ciufulit al vârfului, pot lua valori pozitive și negative. Este pozitiv să ieșiți dacă partea de sus a câmpului este ascuțită în punctul de jos al detaliilor care sunt procesate. Semnul minus - vârful atinge cel mai mare punct.
Vimiryuvannya kutiv ryztsya
Piele zrazok să se supună procedurii de caracteristici vimir pererahovanih. Їх pentru a efectua іz vikoristannyam spet_alnyh vymіryuvalnyh priladіv. Vykoristovuyut nastіlny kutomіr sau mekhanіchny, echipat cu vernier. Rezultatele retrase sunt obov'yazkovo înregistrate în jurnal.
Primul tip de vimiruvach vă permite să desemnați parametrii kutіv, putrezind pe zona capului. Din punct de vedere structural, vinul este compus din următoarele detalii:
- bază masivă;
- posturi cu un șablon care se mișcă (pentru linii drepte);
- sector vimiruvalny (posedat de o linie de grad);
- șurub de blocare (pentru fixarea unei tăieturi drepte).
Secvența vimiryuvan condus pentru a trece prin rangul ofensiv. Vibraniul este plasat pe bază. Deasupra marginii coborâți cu un plat al suportului. Pentru a ghida un prieten în paralel cu marginea următoare. Eliminați valorile liniei de grade și valorile indicatorului justificat. Obov'yazkovoyu umovoy a condus vimiryuvan є zabezpechenny schіlnogo prilyagannya șablon la vіdpovіdnoї surfіnі raztsya.
Vimiryuvannya astfel de parametri specifici, cum ar fi kuti în plan, zdіysnyuєtsya cutomir mecanic, echipat cu un vernier. Designul Yogo include următoarele elemente principale:
- două sectoare speciale;
- două vimiryuvalny independente directe;
- nonius uscat special.
Secvența vimiryuvan deshcho efectuată este luată în considerare în secvența operațiilor cutomir de podea.
Pentru valoarea exactă a parametrului, este necesar să ridicați cu precizie o bară de pe suprafața blocului carcasei. Glisați muchia de tăiere paralelă cu cealaltă scândură. Valorile numerice sunt numărate pentru ajutorul unui vernier vădit trezit. Valorile offset sunt fixate în documentație.






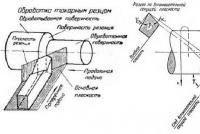
Tăierea este alcătuită din suporturi I (Fig. 1.2), astfel încât să servească la instalarea tăieturii pe banc, iar piesa de tăiere (leza) I. Pe partea rіzalnіy, puteți vedea elementele constructive în avans: suprafața frontală a cherestea 7, de-a lungul căreia trec așchii; capul din spate suprafața de urcare 2, iac este brutalizat până la suprafață tăiată; Voi adăuga suprafața din spate a urcușului 3, iac este brutalizat la o suprafață ciobită; marginea de tăiere a capului 4, întrucât suprafețele din față și din spate ale pădurii sunt acoperite cu o peretina (lucrarea principală este tăiată); muchia de tăiere suplimentară 5, ca și cum suprafața din față și din spate suplimentară a urcușului sunt acoperite cu peretin; vârful urcării 6, ascuns cu cap de peratin și margini dopomіzhnoy rіzhuchah.
Mal. 1.2
1.8. Parametrii geometrici ai părții tăiate a tăieturii
În funcție de parametrii geometrici ai părții de tăiere a tăieturii, tăieturile sunt ascuțite și raza în partea de sus a tăieturii.
Parametrii geometrici ai tăierii sunt considerați în statică la două planuri de coordonate: planul principal și tăietura (Fig. 1.3).
Avionul principal Rla- un plan paralel cu liniile drepte ale strungului avansează (5 pr, 5 P) și trece prin muchia principală de tăiere a tăieturii.
Tăiere pătrată RP- zona de parcurs de-a lungul marginii capului de tăiere a pădurii și perpendicular pe zona principală.
Pentru a determina semnificația reală a ascuțirii tăieturii, vom conduce zona principală R, care este punctul.
zona Golovna sichna RX- un plan care merge perpendicular pe linia peretinei planului principal și a planului tăieturii. Tsey pererіz este prezentat în fig. 1.4.
Pentru ascuțirea principală a kutіv se poate face:
kut frontal la - kut între suprafața frontală a urcușului și planul principal (vimiryuyut la planul cap sichny);
kut cu capul din spate și - un kut între suprafața capului din spate a pădurii și zona de tăiere (sunt în zona capului sichny);

capătul capului la planul av - tăiat între proiecția marginii roșii a capului pe planul principal și virajul direct al aprovizionării târzii;
tăiere suplimentară la plan (p 2 - tăiere între proiecția marginii roșii suplimentare pe planul principal și drept înainte, rotind spatele alimentării târzii.
Parametrii geometrici ai părții de tăiere a tăieturii sunt selectați în funcție de materialul care este prelucrat și de celelalte minți ale prelucrării.
Pentru vimiryuvannya kutіv ascuțirea rіztsya vikoristovuyut atașament special - cutomir.
Kutomir (Fig. 1.5) este format de la bază 1 , stâlpi verticali 2 si anexa la scara 3 cu o linie vimiruvală 4 Yaka se poate întoarce în jurul axei 6. Atașamentul Shkilny este direcționat de-a lungul stației și, dacă este necesar, se poate întoarce în jurul axei stației, fixând în orice poziție se află în spatele înălțimii. Poziția liniei de întoarcere este fixată cu un șurub 5.

Mal. 1.5
Când vimіrі kutіv і vіmіrіvalnu vіnіyku vstanovlyuyut perpendicular pe cap rіzalnogo lesu rіztsya. Odată cu moartea cut din față la linie 4 mergeți împreună cu suprafața frontală a tăieturii, iar când kut-ul din spate a capului este îndepărtat, a - de pe suprafața din spate a capului. În spatele indicațiilor scalei cutomir este atribuită valoarea lui cutiv.
Alimente pentru autoverificare
Remaniere ruhi formativ.
Ce se numește vuietul capului lui rіzanny?
Ce se numește o fugă de tribut?
Ce se numește modul de tăiere (modul de tăiere)?
Ce. reprezentați pe schema circuitului?
Într-o singură singurătate, viteza mișcării capului este redusă și serviciul este ascuțit?
Care este principala caracteristică constructivă a oricărui instrument?
Numiți părțile, elementele și parametrii geometrici ai unei tăieturi drepte de strunjire.
T e m a 2. PRELUCRAREA PLATELOR PENTRU TURNAT
Tsіl- dezvoltarea capacităților tehnologice de strunjire, nodurile principale ale bancului de lucru de strunjire și ghidare și recunoașterea acestora, instrumente pentru strunjirea diferitelor tipuri de roboți de strunjire; otrimannya practice novichok nagodzhennya verstat care lucrează pe noi.
Atribuit zonei de precizie
Posesia tehnologică
Inserarea semifabricatelor
Instrument pentru strunjirea roboților
Metode cinematice și modelare peste precizie
Alimente pentru autoverificare
Atribuit zonei de precizie
Tochennya- un tip de tăiere pentru prelucrarea lemnului cu tăietură deasupra capului, care se folosește pentru piesele de prelucrat, cea cu mână progresivă pentru alimentare, care se folosește pentru unealtă. Tochіnnyam obroblyayut suprafață până la înfășurare pe toate tipurile de bănci de strunjire. Tochennyam otrimuyut zovnіshnі și vnutrіshnі tsіlindrіchnі, konіchіnі, în formă, rіzbovі, rіzbіvі, аrеаn surfіnі, și, de asemenea, kіltsіі șanțuri de tip rіznіvі.
Principalele tipuri de roboți de strunjire: strunjirea (finisarea suprafeței exterioare), strunjirea (întoarcerea suprafeței interioare), tăierea capului, teșirea, tăierea, tăierea, găurirea, nakochuvannya (div. subiectul 10) și altele.
Posesia tehnologică
Bancul de lucru universal de strunjire-ghintorizare model 1K62 este prezentat în fig. 2.1. Stanina 1
є bază pentru reshti vuzlіv versta. La bunica din față 3
există o cutie de șuruburi, ca o modalitate de a servi ca o schimbare a frecvenței de înfășurare a arborelui - axul capului verstului. Pe flanșa dreaptă a arborelui este instalată o mandră pentru fixarea piesei de prelucrat și a transmisiei 15.

Cutie de viteze 2 vă permite să schimbați viteza de înfășurare a arborelui de rulare 13 acel șurub de rulare 12, care asigură întârzierea și avansul încrucișat al sculei de tăiere.
Suport 8 se dezvoltă de târziu 4, transversal 7 și superior 6 rіzsetrimach de susținere, precum și chotiripozițional 5. Suport 8 mișcă în linie dreaptă 11 pat, scho ruh rіztsya vzdovzh osі ambalarea piesei de prelucrat. Etrierul transversal deplasează freza de-a lungul șublerului posterior drept, perpendicular pe axa învelișului piesei de prelucrat. Între etrierele superioare și transversale există o placă rotativă, care vă permite să instalați etrierul superior sub capotă până la linia centrului verstei (linia care trece prin întreaga înfășurare a arborelui și întregul centru al contrapunctului). 10).
La șorț 14 mecanisme montate, ca și cum ar remodela mișcarea de înfășurare a arborelui trenului de rulare 13 (a.k.a. alergare Gwent 12) în mișcarea de translație a suportului tardiv și transversal (mișcarea sub și transversală a furajului). Șurub de mers 12 pratsyuє mai puțin atunci când sunt sculptate cu tăieturi filetate.
La corpul contrapuntului 10 pena se mișcă în direcția axială 9. La pană se instalează un centru cu tijă finală, pe care o voi pregăti, sau o unealtă de tăiere pentru deschiderea deschiderii. Scut 16 protejați tipul potrivit de așchii care zboară atunci când sunt tăiați.
Inserarea semifabricatelor
Piesele de lucru de pe bancul de lucru sunt instalate în spatele unei grămadă suplimentară sau în centre cu o placă frontală de ghidare (Fig. 2.2). Pentru fixarea pieselor de prelucrat, care au o lungime până la diametrul lor b/a< 4, tricamuri autocentrante (div. fig. 2.2, A), chotirikulachkovі (fără autocentrare) și mandrine cu colț.

Mal. 2.2
Achiziții de la spіvvіdshennyam b/a > 4 instalați la centre cu o placă frontală de ghidare. În acest fel, învelișul axului este transferat pe piesa de prelucrat cu o placă frontală cu un deget fixat pe flanșa axului versta (Fig. 2.2, b) și cu un guler (div. Fig. 2.2, V), o vom repara pe spate.
Centrele instalează deschiderea de capăt a verstei axului și a penelor de contrapunctură. Pentru proiectare și recunoaștere, se disting următoarele tipuri de centre (Fig. 2.3):
preluare (div. Fig. 2.3, A)- vicorist la intoarcerea suprafetelor cilindrice;
vedere (napivcenter) (div. Fig. 2.3, b)- Zastosovuyut pentru prelucrarea părții de capăt a piesei de prelucrat;
dintr-un suport de sac (div. fig. 2.3, c)- programari pentru intoarcerea suprafetei finale prin utilizarea contrapuntului;
zvorotny (div. fig. 2.3, d) - vicorist pentru instalarea semifabricatelor cu diametre mici (până la 4 mm);
înfășurare (div. fig. 2.3, b) - aplicații pentru fixarea pieselor de prelucrat cu o supradecupare mare a bilei, care sunt tăiate (dacă în procesul de tăiere sunt acuzate forțe de tăiere semnificative), precum și pentru prelucrarea pieselor de prelucrat cu o frecvență mare de înfășurarea fusului.
Pentru fixarea la centrele piesei de prelucrat, este necesar să se deschidă centrele standard (Fig. 2.3, e).

Mal. 2.3

La prelucrarea pieselor nedure (b/d, > 10) lunettes zastosovuyut, recunoscute pentru crearea unui suport suplimentar cu o metodă de zabіgannya progina pіd ієyu forțe razannya. Lunettes indisciplinate sunt instalate pe paturi drepte, rukhlivy - pe un suport târziu.
Instrument pentru strunjirea roboților
Pe bancurile de strunjire se găsesc tăieturi de strunjire, scule axiale (burghie, burghie, burghie și alte unelte, recunoscute de cele 6), precum și o unealtă pentru prelucrarea suprafeței fără îndepărtarea așchiilor (div. subiectul 10).
Tăieturile de strunjire pentru recunoaștere sunt împărțite în pasaje, desene, înfășurări, modelate, gofrare, conturare și altele. La masa 2.1 prezintă principalele tipuri de tăieturi de strunjire.
Conform designului, tăieturile de trecere sunt tăiate pe linii drepte, pliate, curbate și în spatele cusăturii marginii de tăiere a capului - la dreapta și la stânga. Marginea tăietoare a tăieturii de trecere din dreapta este cusată astfel încât să poată fi văzută din materialul pregătit atunci când deplasați tăietura din dreapta, iar tăietura de trecere din stânga este întoarsă spre dreapta. Tăieturile de trecere sunt importante pentru strunjirea suprafețelor cilindrice și de capăt. Tăierea de trecere poate fi răsucită pentru tăierea fundului, iar tăietura de trecere - pentru rotirea arborelui treptat. Pіdrіznі strung rіztsі prichenіn_ lishe pentru suprafețele de capăt obrobki.
Vіdrіznimi rіztsami vіdrіzayut gata virіb (detaliu de la recoltatorul). Tăieturile modelate, care sunt folosite pentru tăierea suprafețelor modelate, sunt de obicei considerate ca cele 3, iar tăieturile - cele 4. Tăieturile tăiate sunt folosite pentru tăierea deschiderilor deschise și surde la semifabricate (forjate sau forjate), pe care le puteți deschide; în piesele de prelucrat, deschideți burghiele cu burghie spiralate, apoi lucrați-le cu freze și rozete (div. subiectul 6), precum și tăieturi.

Metode cinematice și modelare peste precizie
Învelișurile de suprafață sunt îndepărtate de la deplasarea liniei satisfăcătoare de-a lungul liniilor drepte, ca un inel (Tabelul 2.2). O linie satisfăcătoare poate fi o formă și poate crește destul de liber în mod direct.
Cu un ghid precis, bara este înfășurată de rahunok-ul mișcării de înfășurare a piesei de prelucrat, iar linia, pe care o stabilesc, este deplasată de unealtă. Există două metode cinematice pentru modelarea vicorii exacte: urmați acea copie sau împrăștiere (de exemplu, la tăierea tăieturii).
La prelucrarea prin metoda de alunecare, traiectoria vârfului tăieturii de întoarcere este stabilită de traiectoria vârfurilor tăieturii de întoarcere din sudul Rusiei (div. Tabelul 2.2) de-a lungul unei linii drepte.
La prelucrarea prin metoda copierii, repet forma și dimensiunea muchiei de tăiere a capului sculei pe suprafața piesei de prelucrat.
O metodă de copiere este utilizată pentru a procesa suprafețe scurte de detalii, indiferent cât de formă. Sposіb slidіv zastosovuyt pentru ambalarea precisă a suprafeței, fie ea formă, fără oblezhennya dozhina obrobki.

Cum vedeți munca de întoarcere a băncilor de strunjire?
Cum sunt vicorate piesele de prelucrat și unealta la modelarea suprafeței celor ascuțite?
Să explice esența metodelor cinematice sub forma urmăririi acelei copii.
Renovați nodurile principale ale bancului de lucru de strunjire-ghintorizare.
Ce tipuri de unelte pot fi folosite pentru a întoarce strungul?
Modalități Pererakhuyte de fixare și atașare, yakі zastosovuyutsya pentru tsієї meti.
TemaZ. PRELUCRAREA SUPRAFEȚELOR FINITE ȘI FORMATE
Tsіl- dezvoltarea capacităţilor tehnologice ale metodelor de prelucrare a suprafeţelor de capăt şi modelate pe un banc de strunjire-gvintoric, care sunt utilizate pentru sculele de tăiere; pridbannya navychok nagodzhennya verstata și munca independentă pe noi.
Metode de finisare a suprafețelor finale
sculă de tăiere
Caracteristicile metodelor de finisare a suprafetelor finale
Prelucrarea suprafetelor modelate Alimente pentru autoverificare
Metode de finisare a suprafețelor finale
Principalii parametri geometrici ai conului (Fig. 3.1): Laі (1
- Diametrul bazelor conului, mm; eu- Dovzhina unui con (v_dstan m_zh baze), mm; A- Kut uhilu con, grindină; 2a – vârful conului, deg. 
Prelucrarea suprafetelor finale ale strungurilor pe verstele de strunjire si ghidare este asigurata de infasurarea piesei de prelucrat (taiere capul ruh). LaG) și deplasarea sculei (alimentare manuală Vd). Pe calea de aprovizionare, aprovizionarea poate fi tardivă, transversală, fragilă (Tabelul 3.1). Cu o tăietură rusească egală de o oră, paralelă și perpendiculară pe axa de înfășurare a piesei de prelucrat, se formează și o suprafață finită. Tsej sposіb vykoristovuyut pe strung verstatov іz programіnіnіnіm numeric (CNC).
Tabelul 3.1
|
prelucrare final deasupra |
Tipul suprafeței de capăt |
Parametrii conului |
Cum se instalează golul |
Tipul trimiterii |
|
|
1, mm |
|||||
|
Croiala larga |
Zovnishni Intern |
Tricam |
Chi-ul lateral este transversal |
||
|
Pentru înlocuirea contrapunctului |
Zovnishni |
Be-yaka (lângă granița dintre centrele statului) |
La centrele de sac |
Târziu |
|
|
Rotirea etrierului de sus |
Zovnishni Intern |
Nu mai mult decât cursa căruciorului etrierului superior |
Tricam |
Pokhila (alimentați manual) |
|
|
La documentele de citare ale liniei de copiere |
Zovnishni Intern |
Be-yaka (la marginile liniei) |
Mandrina cu trei fălci deasupra în centre |
Pokhila (poster și pliere transversală) |
|
|
Ultimate scuturi sau rozete |
Intern |
Be-yaka (la limita instrumentului dozhini) |
Tricam |
Târziu |
|
sculă de tăiere
Zovnіshnі konіchіnі surfіnі obroblyаyat prokhіdnymi rіztsy, vіshnіshі roztochevalіnі (div. subiectul 2). Pentru a câștiga finalul, deschideți-l, găuriți o gaură cilindrică înainte în semifabricatul suculent. Apoi, la pârghie, având în vedere precizia necesară, se prelucrează cu freze, freze, freze (div. subiectul 6), precum și cu freze.
Caracteristicile metodelor de finisare a suprafetelor finale
Croiala larga. Forma suprafețelor de capăt cu o tăietură largă (Fig. 3.2) este creată cu o cale de copiere. Tăierea este instalată la tăietor în așa fel încât capul cut al planului<р был равен углу уклона конуса а. Длина главной режущей кромки лезвия должна быть на 1... 3 мм больше длины образующей конической поверхности. Резцу сообщают движение подачи в поперечном или продольном направлении. Способ наиболее широко используют для снятия фасок.
Rotirea etrierului de sus. Forma suprafețelor de capăt prin rotirea suportului superior (Fig. 3.3) este creată prin metoda glisării. Suportul superior este rotit sub capotă spre linia centrului verstei. Feed Rush Vdn(aprovizionare pokhila) pentru a stabili prețul manual la ambalajele mânerului /. Toată ambalajul piesei de prelucrat este rulată de pe linia centrului bancului de lucru.
Z linia de copiere vikoristannya. Modelarea suprafețelor finale din liniile de copiere victorioasă (Fig. 3.4) se realizează prin metoda alunecării. Fixați placa de patul verstatului 1
cu o linie de copiere 2, care se deplasează de-a lungul 3,
racordare cu etrier transversal verstat 5 tractiune 4.
La deplasarea șublerului posterior, tăietura, introducând în șubler pe șublerul 5, luăm două ruhi: posterior în șublerul posterior și transversal în linia de copiere 2. pentru a așeza suprafața tratată de sub capotă la linia de centrul verstei. Tăiați răsucirea liniei, care arată tăierea conului, stabilită în funcție de rozpodіlu pe aragaz 1.
Această metodă asigură un grad ridicat de precizie a procesării. 

Amplasarea contrapuntului într-o linie dreaptă transversală. Forma suprafețelor finale ale contrapuntului utilizat într-o linie dreaptă transversală (Fig. 3.5) este creată prin metoda glisării. O voi pregăti la centrele de sub capotă până la linia centrelor verstei, astfel încât toată ambalajul să fie îndoit de la capătul suprafeței finisate. Pentru care contrapunctură al verstei ar trebui să fie deplasată la linia dreaptă transversală de-a lungul liniilor drepte її cu valoarea H = 11% a de eu- Con Dovzhina. În orice caz, suprafața finală va fi paralelă cu liniile centrului verstei. Prelucrarea se efectuează, vicorist ruh furnizează rіztsya în linie dreaptă târzie. Metoda nu asigură o precizie ridicată de procesare.

Mal. 3.4

Mal. 3.5
Cu un burghiu final sau cu un alez. Formarea cu o freză finală și un alez se face prin metoda glisării. În acest caz, unealta este fixată la cana de coadă. În volantul contrapunctului, unealta este scoasă (manual) din avans direct în spate.
Finisarea suprafetelor modelate
Suprafețelor modelate aduc suprafețele, care alcătuiesc orice fel de formă de mamă, sub forma unei linii drepte. Suprafețele modelate și ambalajele sunt finisate cu precizie.
Suprafețele modelate cu o lungime de cel mult 50 mm sunt prelucrate cu tăieturi de formă speciale, al căror profil definește forma corpului. Modelarea suprafeței se face cu o cale de copiere. Cu acest dispozitiv de tăiere, unealta de tăiere va elimina fluxul transversal al furajului.
Conform designului, tăieturile în formă sunt împărțite în următoarele tipuri:

Tăieturile rotunde și prismatice sunt fixate la freze pe suporturi speciale, iar freza rotundă este fixată mai sus decât liniile centrelor verstei cu valoarea inainte de(Div. Fig. 3.7).
Suprafețele cu formă lungă sunt prelucrate cu tăieturi de trecere pentru un copiator cu formă suplimentară, care este similar cu o linie de copiere pentru prelucrarea suprafețelor de capăt (Fig. 3.9). Modelarea suprafeței este urmată de un traseu.
Când mutați etrierul la linia dreaptă târzie B$ Prіzets otrimuє ruh la linia dreaptă transversală sub forma unui copiator. Ca urmare a plierii acestor două grămezi, se formează o suprafață modelată a piesei de prelucrat.
Prelucrarea suprafetelor modelate se poate face cu taieri de contur (div. subiect 2, tabel 2.1) pe bancuri de strunjire cu CNC.

Alimente pentru autoverificare
Care sunt modalitățile de a obține suprafețe de capăt netede pe bancul de lucru de strunjire-gvintoric?
În ce moduri puteți realiza o suprafață interioară de capăt pe un aspect strung-gvintoric?


Mal. 3.9
În ce mod este posibil să procesați suprafața exterioară a conului cu vârful conului la 60 ° și să o faceți cu lungimea de 100 mm?
Care sunt instrumentele Vicor pentru prelucrarea suprafețelor exterioare și interioare?
Numiți modalitățile de prelucrare a suprafețelor modelate și a instrumentelor.
Prin ce metode de modelare se rotesc suprafețele de capăt și modelate?
Tema 4. RIZBONARIZANNYA
Tsіl- Dezvoltarea posibilităților tehnologice ale modalităților de trage de tăiere pe un banc de lucru strunjire-gvintoric, astfel încât să poată fi fixată o unealtă tăiată; otrimannya abilități practice pentru dezvoltarea forței de muncă pentru desenarea modelului și munca independentă pe cel nou.
Caracteristicile rіzbonarіzuvannya. Vedeți acea recunoaștere a tăieturii
Caracteristicile rіzbonarіzuvannya. Vedeți acea recunoaștere a tăieturii
Cinematica tăierii de modelare
Schema cinematică a strungului de strunjire-gvintoric model 16K20
Configurarea unui banc de lucru pentru desenarea unui model Hrană pentru autoverificare
Rіzbonarizashe- un tip de prelucrare a lemnului pentru sculpturi, care este folosit pentru decorarea sculpturilor. R_zblennyam numiți suprafața șurubului profilului cântând, fixată pe suprafața exterioară sau interioară a piesei de prelucrat. La recoltare є tіlom ambalaj (formă cilindrică sau conică).

Mal. 4.1
Rіzblennya razrіznyayut pentru astfel de semne:
pentru roztashuvannyam - zovnishni și vnutrіshni;
în spatele profilului - tricot (Fig. 4.1, a, b) trapezoidal (Fig. 4.1, c), rectiliniu (Fig. 4.1, d), măturat (Fig. 4.1, e)și rotund (Fig. 4.1, e);
prin croșetat - metric (croc R stabilit în mm), inci (croc R stabilit de numărul de fire pe inch; 1 inch = 25,4 mm P = punct, de T- modul roată dinţată, mm
(Div. subiect 8). Profil metric cu nervuri maє trikutny cu un kutom în partea de sus, egal cu 60 °, cu nervuri inch - 55 °, profil maє trapezoidal cu nervuri modulare cu un kutom în partea de sus, egal cu 40 °;
pentru o serie de caneluri pentru șuruburi - cu un singur filet și cu filet bagatoză;
la șuruburi drepte - dreapta și stânga;
pentru mărturisiri – scârțâit și mișcare.
Pentru trandafiri otrimanna nerukhomih zadnan zastosovuyut rіzbi rіplennya (profil tricotat). Tăieturile metrice sunt tăiate pe piesele de fixare (șurub, șurub, piuliță și altele) și pe alte șuruburi de rulare, în inch - la fitingurile de țeavă. Pentru otrimannya rukhomih z'єdnan zastosovuyut modul de tăiere. Sculpturi dreptunghiulare și trapezoidale ale vicorii se găsesc în mecanismele de rulare ale verstei și în alte mecanisme. Rotund rіzblennya zastosovuyut la angrenaje șurub de sac; zavzatu - la cricuri si prese cu surub; modulare - în angrenaje melcate.
Cinematica tăierii de modelare
Există două metode cinematice care vor fi utilizate în viitor: copiere și diapozitiv (div. subiectul 2, tabelul 2.2).
Profilul tăieturii este creat prin copierea profilului părții de tăiere a sculei, iar linia șurubului este urmată de metoda de urmărire la coborârea mișcării de înfășurare a piesei de prelucrat (mișcarea capului tăieturii R) dozh її osі . Este necesar să reglați cu precizie cercurile: pentru o revoluție a piesei de prelucrat, unealta este vinovată de trecerea la tăierea tăieturii unidirecționale R n (o linie de șurub pe piesa de prelucrat) sau capul tăieturii bagatoze ku kroku R n de bagatozakhidny razblennya privind numărul de vizite Inainte de). Tsya umova are grijă de legătura cinematică a arborelui versat și de șurubul de rulare (Fig. 4.2).

R X - ta.- hodgtt) shtsh R i ■> ite trez&shchsh cut to "- chpe.t shh<м)т резьбы
Mal. 4.2
Pe strunjirea-gvintoriznyh verstats, tăierea poate fi tăiată cu diferite unelte: tăietori filetate, filetare, matrițe și altele.
Tăierea cu tăieturi filetate de strunjire într-un mod universal, care vă permite să tăiați tăietura, indiferent de ce fel.
Scheme pentru desen zovnishny ( A) și filetarea interioară (b) cu tăieturi filetate este prezentată în fig. 4.3.
O matriță tricotată și o placă de răchită sunt folosite pentru a desena un model al unui profil tricotat (Fig. 4.4). Când tăiați cu o matriță (div. Fig. 4.4, A) sau cu un tăietor (Fig. 4.4, b) setarea piesei de prelucrat este înconjurată de frecvența setată de înfășurare a piesei de prelucrat. Un mitchik și o farfurie sunt instalate la vlasnik-uri speciale. În primul moment, unealta preia avansul de jos primus, ca și când ar fi înfășurat manual, timp îndelungat de două sau trei fire filetate. Departe de a muta unealta, aceasta se auto-răscește în spatele rahunok-ului.

Mal. 4.4
Schema cinematică a strungului de strunjire-gvintoric model 16K20
Pe bancă, puteți desena tot felul de modele, priviți totul. Când rіzvannі rіzbovіmі rіztse vverstatі vykoristovuyut lancet ruhu cap și gvintorіzny lancet, și când narіzanny mіtchik і dashkoj - lancet rіzbovіm ruhu, instrumentul de aprovizionare oskolki іїsnyuєts іїsnyuєts.
Pe fig. 4.5 prezintă o parte din schema cinematică a verstei, care în transferul capului ruh este tăiată pe piesa de prelucrat, dar în fig. 4.6 - parte a schemei cinematice, care asigură alimentarea în siguranță a sculei la tăierea filetului.

Mal. 4.5

Mal. 4.6
lanceug head ruhu(Div. fig. 4.5) setează consolă la axul verst (arbore VI). Tip motor electric M (LG = 10 kW, n = 1460 hv -1) prin transmisia cu trecere în pană și cutia de viteze, axul poate prelua 24 de frecvențe diferite de înfășurare în intervalul 12,5 ... 1600 hv -1 (Tabelul 4.1)
Gvintorizny lansyug(Lance of late feed) pentru a permite mișcarea de înfășurare a piesei de prelucrat și mișcarea de translație a tăieturii filetate a axei piesei de prelucrat, astfel încât într-o singură rotație a piesei de prelucrat tăietorul să se deplaseze la tăiere (ca o tăietură cu un singur fir) sau la cap (precum și tăierea zilei de bagatoză). Cu cob lankoy al acestei lancete, fusul verstei, lăsați-l să treacă prin cutia de alimentare. Kіntsevoi lanka є running gwent versta z crocodile RX - 12 mm (div. Fig. 4.2). Nalashtuvannya pe croșetat tăierea se realizează cu ajutorul chitarei roților dințate de schimbare (K, b, M, U) și cutii de alimentare (div. Fig. 4.6).
Tabelul 4.1
|
Poziția mânerului |
Frecvența de înfășurare a arborelui la schimbarea transferabilă a shvidkost, r/hv |
|||
Se poate observa egalizarea echilibrului cinematic al lancetei gvintorice
60 30 25 Casa.P 60 " 25 " 45 " T" ~
de r k. p - cutie de transfer a cutiei de alimentare. Prețul victoriei trebuie atins atunci când se creează formule rozrachunk pentru selectarea roților de chitară de schimb pentru tăierea cu croșetat Rn, egal cu tabelar RT sau altfel putem vedea.
Tabelul 4.2
|
P sh, pro/hv |
Valoarea tăieturii P t a filetului metric, mm la poziția mânerelor cutiei de alimentare (div. verstat) |
|||||||||||||||||
Cutia de alimentare (div. Fig. 4.6) are două lănci cinematice principale. O lancetă care servește la desenarea tăierilor de centimetri. Când ruh este transferat pe șurubul de rulare, dacă mufti Mg, Mz, M 4 și Me sunt închise și ambreiajul M5 este pornit:
28 38 25 / 30 35 28\ 30 18
Pval1X ‘28’ 34” 30 \ I 48’ 28’ 35 y 33 ’45
A doua limbă a programărilor pentru desenarea tăierilor metrice și modulare. Cu care mufti M2 și Mb sunt dezactivate și mufti M3, M4 și M5 sunt pornite:
28 30 /42 28 35\ 18 / 28\ 15
p În al1X „28” 25 \ 30' 35 5 28 ) 45 35) 48
Când tăiați tăieturi metrice și în inci, înlocuiți angrenajele roții chitarei.
T„N ~ 86 ’ 64’
iar la tăierea tăierilor modulare
K M _ 60 86 T'N' 73" 36*
Când tăiați cu croșetat R n, care este examinat sub forma unui tabel RT, Înlocuiți angrenajele roții chitarei cu un mod rozrachunk. Pidbіr kolіs se efectuează pentru o întârziere a alegerii raportului de transmisie al cutiei de alimentare (în mod acceptabil, raportul de transmisie al cutiei de alimentare este egal cu unu).
Nalagodzhuє verstat pentru tăiere
Ajustarea forței de muncă pentru rіzbonarіzuvannya zdіysnyuyut la ordinul ofensiv:
P\u003d i-HIOO-60 / ^xv -1 de V- viteza de tăiere este setată, m/s;<7 - диаметр заготовки, мм. Полученное значение P corect pentru tabel. 4.1;
pe filă. 4.2 depinde de consistența tăieturii date a firului, care este tăiat, la valoarea tabelului;
deoarece sarcinile lucrării sunt prezentate în tabel, atunci este posibil să desenați un model fără o ajustare specială, cu instrucțiuni privind poziția mânerelor cutiei de alimentare, care se află pe bancul de lucru;
Deoarece sarcinile nu sunt în concordanță cu tabelul unu (div. Tabelul 4.2), atunci pentru a desena un model, este necesar să se facă o ajustare specială, formula zastosovuyuchi rozrahunkov pentru transferul transferului chitarei roților modificate .
De exemplu, pentru tăierea metrică, formula Rosrakhun poate arăta
K M __ 5 Rp T „LG” 8 ~R~T"
de Rn- o tăietură, care este tăiată, RG- Semnificația tabelară a tăieturii, cea mai apropiată de tăietura tăieturii, care este tăiată.
Pe baza rezultatelor, roțile de înlocuire sunt selectate din setul ofensiv: 36, 40, 44, 45, 46, 48, 50, 52, 54, 56, 57, 60, 64, 65, 66, 70, 72, 73 , 75, 80 86 , 90, 127 t = 2 mm).
Costuit în pârghie în tăietură Rn cheltuiesc pentru câteva treceri.
Băieții și tăietura nepereche sunt împărțite. tip numiți o tăietură, pentru un fel de extindere a unei croșetate (mutare) la o croșetare a unei verste (sau navpak) - un număr întreg și nepereche- cel care are setarea pușcă. Tsey podіl vyznaє priyomi nalashtuvannya verstat, yakі vykoristovuyutsya când naruzannya razblennya.
La tăierea unei perechi de tăieturi, după ce trecerea este finalizată, tăietorul este deplasat în poziția de ieșire manual sau mecanic (accelerat) când piulița piuliței șurubului de plumb este deschisă. Legatura cinematica a arborelui si a surubului de plumb asigura posibilitatea de a se pune pe piulita de trandafir a surubului de plumb, daca acesta se afla in orice pozitie, garanteaza ca va cadea in canelura filetului, care va fi taiat.
La tăierea unei tăieturi nepereche după trecerea de lucru a pielii, freza este introdusă în piesa de prelucrat într-o linie dreaptă transversală, suportul este mutat la capul de rotire și, fără a deschide piulița trandafir, freza este introdusă în poziția de ieșire. Să tăiem tăietura la o anumită adâncime de tăiere și să învingem ofensiva. >
Să aruncăm o privire la manopera de pe fund.
fundul.
Este necesar să tăiați tăietura metrică cu croșetat Rn = 5,5 mm. Diametrul exterior al piesei de prelucrat R) - 40 mm. Materialul piesei de prelucrat este oțel structural. Materialul tăieturii este oțel ondulat. Shvidkіst razannya y= 0,33 m/s.
Soluţie".
în funcție de viteza dată, frecvența de înfășurare a axului este crescută:
Psp = 1000 60 uCpI) = 1000 60 0,33 / (3,14 40) \u003d 159 xv "1.
Valoarea Otrimane pshp \u003d 159 hv -1 koriguєmo pe tabel. 4.1. Pentru îmbunătățirea verstei, se ia cât mai aproape de valoarea tabelară rozrachunk - n w = 160 hv -1;
Inainte de M_ 5 РЪ_ 5 55 _ 5 55 _ 5 I _ 50 66 b ’ N~ 8' Rt ~ 8" 6" 8' 60 ~ 8" 12" 80" 72"
Numărul de dinți ai roților de schimb este selectat din setul de roți de schimb: fig> 4.7
K = 50, b = 80, M = 66, N = 72.
Analizăm conexiunea mentală a roților dințate de schimb selectate (Fig. 4.7):
|
K + b > M + 15; |
||||
|
^ 2 ’ |
||||
|
M+N > b+15. |
||||
Din oglindirea constructivă a angrenajului roții chitarei datorată mamei, următoarele valori ale numărului de dinți: Inainte de < 88, N < 73; Inainte de + b + M > 260.
sub calea rozrahunkovy, schimbarea roților este instalată pe verstat. Cu această cutie de furaje, este posibil pentru ajutorul mânerelor de pe croșetat RT = 6 mm.
Alimente pentru autoverificare
Cum puteți vedea tăierea poate fi tăiată pe băncile strung-gvintoriznyh?
Cum se numește designul un tip și cât de neîmperecheat?
Nazvіt priyomi nalashtuvannya verstat pe tăierea narazuvannya pereche și nepereche.
Ce fel de instrument de tăiere este vicoros atunci când desenați tăieturi externe și interne?
Descrieți cinematica desenării modelului cu matrițe și freze.
Indicați recunoașterea lansyug-ului capului ruhu rіzannya.
Indicați recunoașterea servirii lancetei la tăierea tăieturii.
Cum este posibil să îmbunătățim tipografia pentru desenarea unui model cu un croșetat, care este mai avansat decât unul tabelar (div. Tabelul 4.2)?
Cum reglați aspectul când tăiați tăierea cu crocodil, cum arată într-o masă?
Cum să alegi angrenajele de schimb ale roții chitarei?
Tema 5. PRELUCRAREA BAGATOINSTRUMENTALA A BLANCURILOR
Tsіl- dezvoltarea capacităților tehnologice de prelucrare bogată a sculelor pe un banc de turelă, principalele noduri ale bancului și recunoașterea acestora; nabuttya practic novichok navogodzhennya versatat și munca independentă pe una nouă.
Caracteristicile prelucrării bagatoinstrumentale
Recunoașterea și caracteristicile de proiectare ale strungului de turelă
Nodurile principale ale strungului de strunjire cu turelă model 1K341
Instalarea semifabricatelor și sculelor de tăiere
Finalizarea forței de muncă
Alimente pentru autoverificare
La principalele scule de tăiere, care sunt învingătoare, se introduce o tăietură, ai cărei parametri geometrici determină capacitatea tehnică, precizia și eficiența prelucrării. Depinde de dvs. să decideți asupra unor astfel de parametri, fie că este vorba de un fahіvets, un fel de virіshiv pentru a vă dedica un strung, cioburi de alegerea corectă a cutіv zbіshuє trivalіє ekspluatatsії ії ії інstrumentu, і este productivitatea muncii.
Parametrii tăierilor de strunjire
Fie că este vorba de un tăietor de strunjire, este necesar un suport pentru fixarea unei unealte într-o garnitură și un cap de lucru care asigură tăierea metalului. Pentru a arunca o privire asupra parametrilor geometrici ai tăieturii de strunjire, este mai ușor să luați o unealtă de trecere.
Pe partea de tăiere a tăieturii de strunjire de acest tip se văd trei suprafețe:
- cel din față (în spatele acestuia, în timpul procesului de recoltare, se formează așchii de metal);
- spate - cap și dopomіzhnu ( jignit de întoarcerea părții din față la detaliul finit).
Marginea instrumentului, numită rіzhuchoy (și, desigur, iau soarta manoperei), este acoperită cu peratină pe suprafețele din față și din spate. La geometria tăieturii de strunjire se poate observa o muchie de tăiere suplimentară. Vaughn este evident acoperit cu un peretin pe suprafața frontală cu unul suplimentar în spate.
Punctul, în care capul și marginile suplimentare rіzhuchі sunt colorate, este de obicei numit vârful tăieturii. Rămânând la tăierea metalului, cunoști vanitatea colosală, care duc la spargere. Pentru a crește stabilitatea vârfului tăieturii, în procesul de ascuțire, nu ascuțiți, ci rotunjiți trociurile. Motivul pentru introducerea unui astfel de parametru este raza din partea de sus. O altă modalitate de a îmbunătăți stabilitatea vârfului tăieturii de strunjire este formarea unei muchii de tăiere de tranziție, care are o formă dreaptă.
Cei mai importanți parametri geometrici ai tăierilor pentru strunjire sunt tăierea, care semnifică reciproc rotirea suprafeței sculei. Parametrii tăierilor variază în funcție de tipul de tăiere de strunjire și de alte tipuri de lucrători:
- material pentru pregătirea instrumentului;
- mind yogo roboti;
- caracteristicile materialului, care ar trebui prelucrat.
Kuti tăieturi pentru strunjire
Pentru a determina corect cuti-ul sculei de strunjire, valorile lor exacte sunt luate în considerare în așa-numitele zone externe.

- Planul principal este paralel cu liniile drepte ale tăieturii de strunjire (inferioară și transversală) și merge de pe aceeași suprafață de sprijin.
- Zona de tăiere include muchia de tăiere principală și trece de-a lungul punctului până la tăierea suprafeței. Planul Tsya este perpendicular pe cel principal.
- Capul sіchna plat este răsturnat de muchia principală de tăiere și întins perpendicular pe proiecție, deoarece marginea este dată planului principal. Un alt plan suplimentar de tip sich, iac, evident, perpendicular pe proiecție, care se aplică pe planul principal cu o muchie de tăiere suplimentară.
După cum am menționat deja mai sus, ei mor ei înșiși în aceste apartamente și aceia dintre ei, ca și cum mor la apartament, așa cum se numesc cap sich, înseamnă ca și cap. Tse, zokrema, cap anterior, cap spate cuti, precum și cuti care este ascuțit.

Una dintre cele mai importante este tăierea capului din spate a tăieturii de strunjire, care minimizează frecarea, care se datorează interacțiunii suprafeței din spate a sculei cu piesa, deoarece la un moment dat, aceasta este prelucrată (și apoi , schimbând încălzirea tăieturii, voi continua є serviciul yogo la termen). Acest kut este fixat de suprafața tăieturii (capul din spate) și platul tăieturii. Selectarea tăieturii orei pentru ascuțirea sculei, verificarea tipului piesei de prelucrat și a materialului piesei de prelucrat. Cu fiecare urmă de nobilime, este mai puternic să creșteți dimensiunea kut-ului din spate la o ieșire suedeză din fretul tăieturii de întoarcere.
Rezistența și durabilitatea sculei de tăiere, susilla, care este pusă pe seama tăieturii, sunt determinate de parametrii tăieturii frontale. Vіn este situat între suprafața frontală a tăieturii de strunjire și planul, în care muchia de tăiere a capului este rotită (acest plan este perpendicular pe planul de tăiere). Când ascuți o tăietură de strunjire, există o serie de factori care trebuie adăugați la valoarea acestei tăieturi:
- materialul de pregătire pentru instrumentul în sine;
- forma suprafeței anterioare;
- spala, pentru cei care au o taietura de vicoristi.

O creștere a valorii kut-ului frontal, dintr-o parte, vă permite să îmbunătățiți puritatea lucrării, iar pe de altă parte, provoacă o scădere a calității și durabilității tăieturii de strunjire. O astfel de tăiere, care este luată ca urmare a ascuțirii, poate avea o valoare pozitivă sau negativă.
Tăieturile de strunjire cu tăieturi frontale, care pot avea semnificații negative, sunt ridicate de o înaltă calitate și este important să finalizați munca cu astfel de instrumente. Sunați ascuțirea cu tăietura frontală, care poate fi semnificativ semnificativă, vicorist, dacă este posibil să lucrați piesa de prelucrat cu un material vâscos și, de asemenea, dacă materialul pentru pregătirea sculei este de înaltă calitate.
Tăierile cu tăieturi frontale, care pot avea o valoare negativă, trebuie oprite la prelucrarea materialelor cu duritate și rezistență ridicată, la tăierea des, dacă materialul pregătit pentru unealtă nu are suficientă rezistență pe șurub și preia putrezic presiune de șoc.
Parametrii care caracterizează geometria tăieturii pentru strunjire sunt și tăiați și tăiați. Tăierea tăiată, a cărei valoare poate varia între 60–100 0, este situată între instrumentul de suprafață, numit față, și zona de tăiere.
Valoarea acestui kut este de a se afla fără intermediar în ceea ce privește duritatea, un astfel de metal, care este prelucrat: în plus, este mai mare decât valoarea sa. Kut zagostrennya își arată din nou numele, vіmіryuєtsya între suprafețele capului din față și capului din spate ale instrumentului și caracterizează pasul vârfului ascuțit al vârfului.
Caracterizați tăierea de strunjire și tăierea în plan. Acesta este cel de cap, care se află direct între alimentarea târzie și proiecție, ca și cum muchia principală de tăiere este plasată pe planul principal, iar cea suplimentară, care este proiecția muchiei de tăiere suplimentare pe planul principal care este direct pe aprovizionare sănătoasă.

Când sunt ascuțite, butașii nu sunt selectați suficient, ci mai degrabă în funcție de tipul de lucru și duritatea strungului, un astfel de volum, sistemul „uneltă de lucru - recoltare”. Deci, prelucrarea unei mari părți a metalului poate fi efectuată cu unelte cu un cap tăiat la plan, care este mai scump 45 0, dar piesele subțiri și pe termen lung pot fi prelucrate cu tăieturi, pentru care valoarea de prima tăietură este la tăietura de 60–90 0. Este necesar să dezactivați programul și trei detalii.
Un kut suplimentar la plan se corelează imediat cu puritatea procesării și calitatea tăieturii. Odată cu această schimbare, puritatea lucrării și stabilitatea sculei sunt crescute.
Krіm razgljanutih mai multă geometrie de întoarcere rіztsіv razrіznyayut kuti.
Elementele de cost le puteți găsi oricând în alte scule de tăiere (burghie, freze, broșe, freze).
Tăierea este alcătuită din piese de forfecare și tăiere (capete), care sunt pregătite prin infecție.
Strizhen este, de asemenea, utilizat pentru fixarea tăieturii în suportul tăietorului al lucrătorului.
Mal. 4 Elementele de suprafață sunt tăiate.
Se disting următoarele elemente ale părții tăiate a tăieturii:
1. suprafața frontală, care este locul unde se desprind așchiile;
2. suprafata posterioara a capului, intoarsa la suprafata taiata;
3. suprafață posterioară suplimentară, frezată pe suprafața ciobită a piesei de prelucrat;
4. muchia de tăiere a capului, acoperită cu o peretina a suprafețelor din față și din spate (aceasta este munca principală de tăiere).
5. muchie taietoare suplimentara, acoperita cu o peretina a suprafetelor frontale si posterioare suplimentare;
6. partea superioară a tăieturii este punctul barei transversale a capului și marginile de tăiere suplimentare.
Pentru a vedea tăieturile statice ale tăieturii (tăierile de ascuțire), trebuie să înțelegeți următoarele: partea superioară a tăieturii este tăiată vertical pe axa egală a piesei de prelucrat, iar tăietura de forfecare este perpendiculară pe axa piesei de prelucrat. . Kuti rіztsya semnifică caracterul practic al rіztsya, înghețarea reciprocă a suprafeței și marginile de tăiere ale suprafeței, care sunt procesate. Kuti rіztsya sunt văzute în cap și dupămіzhnіy apartamente, sіchut și în plan.
Capul sіchna sіchna pіztsya - planul, perpendicular pe proiecția muchiei principale de tăiere pe planul principal și pe planul principal
Plan suplimentar sіchucha rіztsya - un plan perpendicular pe proiecția muchiei de tăiere suplimentare pe planul principal și pe planul principal. Planul principal pentru tăierea de strunjire este suprafața de sprijin inferioară a forfei (suportului) tăieturii.
 În capul zonei sich se poate vedea astfel de kuti: fig. 5.
În capul zonei sich se poate vedea astfel de kuti: fig. 5.
Mal. 5 Kuti rіztsya în apartamente, scho sіchut.
a - tăietura capului din spate a tăieturii dintre suprafața capului din spate tăiată și platul tăiat (platul tăiat este zona în care se află tăietura superioară în zona tăieturii marginii tăiate capului).
Poate valoarea este 6...120.
b - kut zagostrennya, raztasovaniya mizh suprafețe față și cap spate. Valoarea Iogo să se încadreze în mărimea cutiv a і g.
g - front kut, cusătura între suprafața frontală și normala la planul de tăiere, poate fi pozitivă și negativă
Mama valorează -8 până la +250.
d - tăiere tăiată, cusătură între suprafața frontală și suprafața tăiată, є tăietură suma (a + b).
La platul suplimentar sichny, kuti suplimentari sunt văzute un 1 , 1 , 1 , 1
Sub o oră mă uit la fiara care trece (lângă plan), puteți vedea o astfel de drăgălaș: (Fig. 5).
j - capul kut al planului de putrezire între proiecția muchiei de tăiere a capului pe planul principal și avansul lateral direct. Vіn înseamnă spіvvіdnoshnja mіzh forțe radiale și axiale de tăiere.
j 1 - o tăietură suplimentară la planul de aricare între proiecția muchiei tăietoare suplimentare pe planul principal și întoarcerea directă a alimentării ulterioare. Pentru tăieturi fine j1 → 0.
e - kut în partea de sus a tăieturii cu o peretina a capului și margini tăietoare suplimentare.
 l - tăietura capului rіzhuchoy marginea cusăturii dintre marginea capului rіzhuchoy și linia trasată în planul de tăiere prin partea superioară a tăieturii paralelă cu planul principal. (Fig. 6), l este considerat pozitiv dacă vârful tăieturii este punctul inferior al muchiei de tăiere; negativ, dacă vârful tăieturii este punctul cel mai înalt al muchiei de tăiere; egal cu zero dacă marginea capului este paralelă cu planul principal. Kut nakhily cap rіzhuchoy margini vyznaє imediat ras, adesea vin doro_vnyuє zero.
l - tăietura capului rіzhuchoy marginea cusăturii dintre marginea capului rіzhuchoy și linia trasată în planul de tăiere prin partea superioară a tăieturii paralelă cu planul principal. (Fig. 6), l este considerat pozitiv dacă vârful tăieturii este punctul inferior al muchiei de tăiere; negativ, dacă vârful tăieturii este punctul cel mai înalt al muchiei de tăiere; egal cu zero dacă marginea capului este paralelă cu planul principal. Kut nakhily cap rіzhuchoy margini vyznaє imediat ras, adesea vin doro_vnyuє zero.
Mal. 6 Kut nahely cap rіzhuchoї margine.
Privite tăieturile sunt statice, semnificațiile tobto їх sunt atribuite la frezarea indestructibilă a acelei piese de prelucrat. La întoarcerea piesei de prelucrat, piesa de prelucrat se înfășoară și tăierea se prăbușește într-o linie dreaptă, răsucind în mod constant suprafața tăieturii (scalarea avansului este constantă), dar planul tăieturii este fin la suprafața tăiată, apoi se întoarce în interior. spatiul care urmeaza taierea suprafetei, valoarea se depune in cantitatea de furaj.
Kuti a și g sunt ajustate în funcție de zona de tăiere, astfel încât valorile lor sunt modificate în timpul procesului de prelucrare. Kut se schimbă și kut zbіshuєtsya.
Schimbați a și g culcare în funcție de viteza de avans și diametrul piesei de prelucrat.
Controlați nutriția:
1. Cum se dau confesiunile?
2. Ce materiale sunt necesare pentru partea de tăiere a tăieturii?
3. Ce înseamnă să înțelegi – „cutare dreapta”, „tăitură stânga”?
4. Cum sunt dimensionarea designului?
5. Yakі kuti rіztsya sunt priviți în piața principală?
6. Yakі kuti rіztsya sunt privite la zona suplimentară sіchnіy?
7. Care este costul roztashovanі la plan?
8. De-putrezirea tăieturii frontale?
9. Cum și acum este posibil să se fixeze blank-urile la cartuş?
10. Care este vina necesității de a asigura achizițiile la centre?
11. Cum se așează suprafața de capăt, așa că rotiți imediat partea superioară de rotire a suportului de la tăietură la o tăietură slabă, sau invers, avans mecanic tardiv?
12. De ce tăieturile pentru prelucrarea suprafețelor interne sunt paralele cu axa piesei de prelucrat?
13. De ce este necesar să se lipească de suprafața tăieturii și să se fixeze indicația membrului în același timp înainte de lucru?
14. De ce calitatea suprafeței este nesatisfăcătoare la examinarea suprafeței de capăt și a suprafețelor alternative ale părții rotative superioare a etrierului?
15. Cum poate fi posibil să se lucreze la o dimensiune semnificativă a unui cartuş atunci când semifabricate cu diametru mic sunt fixate într-un cartuş?
Literatură:
1. Gorbunov B.I. Prelucrarea metalelor pentru tăiere. - M.: Mashinobuduvannya, 1981. 287 p., Il. Cu. 17…20.
6. Tehnologia materialelor de construcție / A. M. Dalsky, I. A. Arutyunova, T. M. Barsukova și colab. Pentru zag. ed. A. M. Dalsky. M: Mashinobuduvannya, 1985.-448 p., il. Cu. 446…470
Subiectul 3: Moduri de tăiere
Ţintă: Parametrii Vivchiti, scho pentru a stabili modul de tăiere, їх infuzie pentru a obține calitatea tăierii.
1. Glibina tăietură.
2. Omagiu.
3. Shvidkіst razannya.
Kuti închisîmparte la negru de fum, adiţional, kuti în planі kuti nahilu marginea de tăiere a capului.
Golovimiy є kuti(Fig. 10) α, β, γ, δ, adiţional-tăiere α 1 cu tăieturi în plan φ і φ 1, cu tăietură pe marginea capului tăietorului λ.
Tăierea capului tăiat (Fig. 10 b) dispar în planul tăieturii capului, perpendicular pe tăietura tăiată și pe planul principal.
Capul din spate kut α (alfa) se numește kut dintre suprafața capului din spate și partea plată a tăieturii.
Kutom zagostrennya β (beta) se numește kut între suprafața anterioară și cea din spate a capului tăieturii.
Kut frontal (dama) se numește kut dintre suprafața frontală tăiată și planul perpendicular pe planul de tăiere, tras prin muchia de tăiere a capului.
Tăierea tăieturii (delta) se numește tăietură între suprafața frontală a tăieturii și partea plată a tăieturii.


Mal. 10. tăietură de ascuțire Kuti: a - la plan, b - cap, c - marginea capului nahely
Kuti la plan (Fig. 10, a).
Capătul capului planului φ (φ) se numește tăietura dintre proiecția muchiei de tăiere a capului pe planul principal și avansul direct.
O tăietură suplimentară la planul φ 1 se numește tăietură între proiecția muchiei tăietoare suplimentare pe planul principal și avans direct.
Vârful din vârful planului ε (epsilon) se numește kut dintre proiecțiile muchiilor tăietoare pe planul principal.
Kutom-ul marginii capului rіzhuchoy (lambda) se numește kut, marginea utavleny rіzhuchoy și linia, trase prin partea superioară a tăieturii paralel cu planul principal. Kut vimiryuєtsya în plan, scho să treacă prin marginea de tăiere a capului perpendicular pe planul principal și este considerat pozitiv, dacă partea superioară a tăieturii este punctul inferior al muchiei de tăiere; negativ, dacă vârful tăieturii este punctul cel mai înalt al muchiei de tăiere și ajunge la zero când muchia de tăiere a capului este paralelă cu planul principal (Fig. 10, c).
Numirea ascuțirii kutiv a tăieturii.
Partea de lucru a tăieturii, care este rіzhuchoy, є pană. Ca o pană, care taie într-o bară de metal sub presiunea lui R și o taie în părți (Fig. 11, a), tăietorul preia bila de metal din piesa de prelucrat, care este prelucrată (Fig. 11, b).


Mal. unsprezece. (a) la fel (b)
Side, scho utvoryuyut wedge, raztashovanі sub deakim kutom β, care se numește kutom zagostrennya. Cu cât tăietura mai mică este ascuțită, este mai ușor ca pana să se taie în metal, dar pentru schimbarea tăieturii, ascuțirea panei (partea de tăiere a unealtei) este redusă și blana este redusă. Tsya furnishing zmushuє pіdbirati kut zagostrennya β în pârghie în duritatea іd și mіtsnostі materia scho scho obroblyаєєєєєє.
Lucrarea este tăiată sub formă de pană, deoarece suprafața posterioară a capului a tăieturii este adesea căptușită cu frecare (div. Fig. 11, b). Capul coadă din spate α ai grijă de ascuțirea tăieturii și de instalarea yoga.
Capul din spate ușurează funcționarea robotului și schimbă încălzirea, ceea ce înseamnă că se modifică termenul serviciului. Dimensiunea capului din spate kuta 5-8 °.
În procesul de robotică sub acțiunea forței de tăiere P r_zalne cheresteaua taie în piesa de prelucrat și face bila metalică, care merge de-a lungul suprafeței frontale la vederea așchiilor. Zі zbіlshennyam front kuta mai ușor vrіzannya vіzannya і metal, zmenhuyusії deformare ії zіzannogo ball, zusily r_zannya, і і câștig de energie pe zіzannya і aceeași minge metalică, așchii care se desprind și calitatea suprafeței ciobite. În același timp, creșterea kuta frontală este adusă la o schimbare a kuta a β ascuțit și, de asemenea, la schimbarea mіtsnostі yogo. Pentru aceasta, pentru prelucrarea metalelor dure, freza este ascuțită cu o tăietură frontală mai mică, iar la prelucrarea metalelor moi, vâscoase, cu una mare.
Head kut at planі φ(Div. fig. 10) se adaugă la manopera de lucru dintre reșlefuiri, la curățenia suprafeței, la susilla de tăiere, la trunchi și і la lățimea b a tăieturii (Fig. 12).


Mal. 12. Elemente de pictură: a - la rindeluire, b - la finisare
Tăiere suplimentară la planul φ 1(div. Fig. 10) contribuie în principal la generarea de căldură și, de asemenea, la eficiența muncii între remăsări.
Kut nahilu cap rіzhuchoї marginea λ la tăieturile de rindeluire, care lucrează împotriva presiunilor de percuție, protejează partea superioară a tăieturii - partea cea mai slabă a yoga - de partea din față a ruinei. Cu o ascuțire pozitivă, șocul principal este plasat pe o atelă la distanța până la vârful vârfului ascuțit al muchiei de tăiere.